 Int'L Trading Co, Ltd.")
Indonesia
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


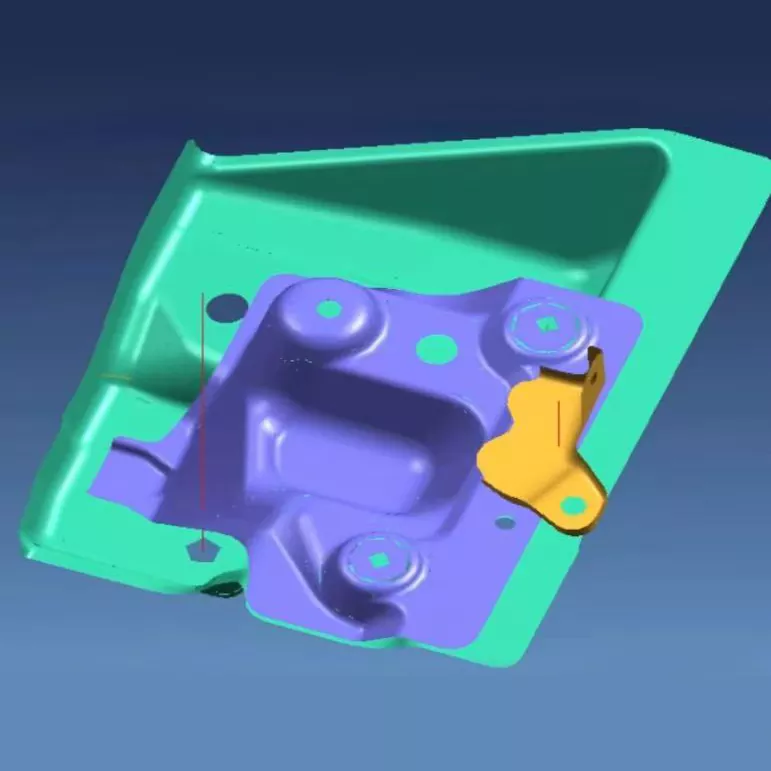
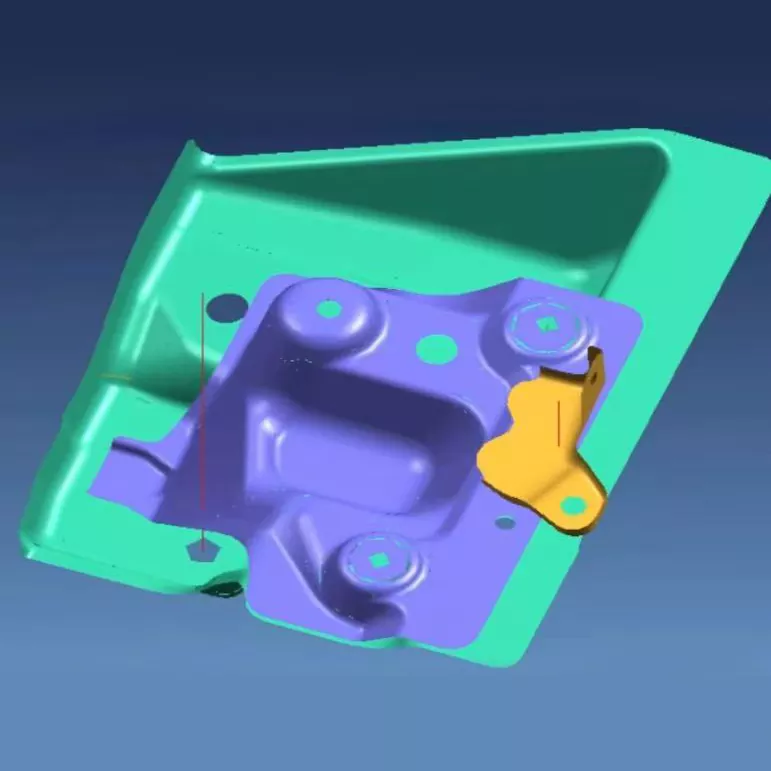
Stamping Braket Kecil Otomotif Dies
SIKAIDA Automotive Small Bracket Stamping Dies adalah peralatan perkakas presisi tinggi untuk produksi massal braket penahan beban penting untuk badan otomotif. Mereka mengintegrasikan pembentukan struktur yang kompleks, pemesinan lubang presisi, dan sistem koneksi multi-fungsi untuk memastikan kekakuan braket dan akurasi posisi. Sebagai produsen profesional di Tiongkok, SIKAIDA menyediakan peralatan inti yang stabil dan tahan lama serta melayani produsen mobil global sebagai pemasok yang dapat diandalkan. Semua cetakan diproduksi di pabrik canggihnya sendiri sesuai dengan standar internasional.
Braket otomotif kecil adalah komponen penahan beban penting yang digunakan untuk menopang rakitan, memperbaiki posisi, menyambung struktur, dan memindahkan beban. SIKAIDA Automotive Small Bracket Stamping Dies dirancang khusus untuk berbagai braket presisi seperti untuk mesin dan suspensi, mengintegrasikan dukungan kompleks dan pemosisian lubang presisi untuk memenuhi persyaratan produksi otomotif yang ketat.
Fitur Produk Inti
1. Pembentukan Struktur Pendukung yang Kompleks
Meskipun ukurannya kompak dan struktur braketnya rumit, cetakan SIKAIDA, melalui simulasi presisi dan kompensasi springback, mengontrol dimensi kritis dalam ±0,1 mm, memastikan kerataan, akurasi lubang, dan kekakuan struktural memenuhi standar.
2. Kekuatan Tinggi dan Kekakuan Tinggi
Komponen inti dari Dies Stamping Braket Kecil Otomotif menggunakan baja cetakan dengan kekerasan tinggi seperti SKD11 dan Cr12MoV, yang mencapai kekerasan HRC 48–52 setelah perlakuan panas. Hal ini memungkinkannya menahan beban benturan frekuensi tinggi dan memiliki masa pakai melebihi 500.000 siklus, sehingga memastikan kapasitas menahan beban yang stabil.
3. Desain Terintegrasi Multifungsi
Mengintegrasikan beberapa proses seperti stamping, bending, dan punching, serta menggabungkan mekanisme seperti blok geser dan pegas nitrogen, pemrosesan kompleks dapat diselesaikan dalam satu langkah, sehingga secara signifikan meningkatkan efisiensi produksi dan kualitas produk.
4. Posisi Lubang Presisi dan Sistem Koneksi
Akurasi lubang pemasangan mencapai ±0,05 mm, dan kekasaran dinding lubang Ra 0,8. Struktur sambungan flensa dan paku keling yang dioptimalkan memastikan sambungan braket yang aman dan tidak kendor, menjamin penggunaan kendaraan yang andal dalam jangka panjang.
5. Nesting Cerdas dan Optimasi CAE
Memanfaatkan perangkat lunak CAE seperti AutoForm untuk mengoptimalkan penyatuan, pemanfaatan material ditingkatkan hingga lebih dari 85%, secara efektif mengurangi cacat pembentukan dan menurunkan tingkat scrap.
Area Aplikasi
SIKAIDA Automotive Small Bracket Stamping Dies memiliki aplikasi yang luas, meliputi produksi mesin, suspensi, dashboard, jok, aki, pintu, dan braket sistem pembuangan.
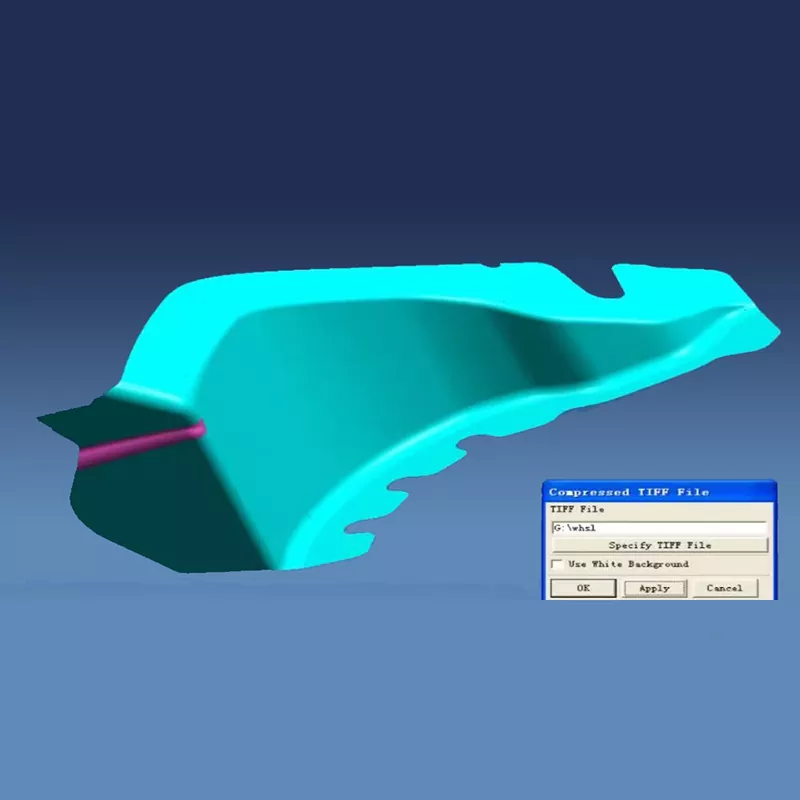
Proses Manufaktur
1. Desain Produk dan Analisis CAE
Pembuatan simulasi dan optimalisasi proses dilakukan menggunakan perangkat lunak CAE untuk mengidentifikasi potensi cacat dan menentukan solusi optimal, memastikan keberhasilan pembuatan cetakan.
2. Desain 3D Struktur Cetakan
Stamping Braket Kecil Otomotif menggunakan perangkat lunak desain 3D lengkap seperti UG dan CATIA untuk memperbaiki rongga, sistem pemandu, dan komponen lainnya, memastikan struktur cetakan yang rasional dan kemudahan perawatan.
3. Pemilihan Bahan
Bagian kerja terbuat dari baja cetakan keras seperti SKD11, dasar cetakan terbuat dari baja 45 dengan perlakuan panas, bagian standar menggunakan baja bantalan GCr15, dan bagian pelubang menggunakan baja berkecepatan tinggi atau karbida disemen untuk memastikan presisi dan daya tahan.
4. Pemesinan Presisi
Pemesinan kasar memungkinkan adanya kelonggaran, dan pemesinan presisi memastikan akurasi. Perawatan permukaan seperti nitridasi dan pelapisan krom keras semakin meningkatkan kekerasan cetakan dan ketahanan aus, sehingga menjamin kualitas produk.
5. Perakitan dan Debugging
Setelah perakitan presisi, Stamping Dies Braket Kecil Otomotif menjalani uji coba pengepresan dan debugging. Inspeksi bagian pertama dan produksi uji coba batch memverifikasi keakuratan, stabilitas, dan keandalan cetakan.
Pertanyaan yang Sering Diajukan
Q1: Bahan apa yang biasanya digunakan dalam Stamping Braket Kecil Otomotif?
A1: Bagian kerja terutama menggunakan baja cetakan dengan kekerasan tinggi seperti SKD11, Cr12MoV, dan DC53. Rangka cetakan menggunakan baja struktural seperti baja 45 dan Q235. Suku cadang standar seperti pilar pemandu dan bushing menggunakan baja bantalan GCr15. Untuk area dengan keausan tinggi seperti lubang pelubang, paduan keras atau baja berkecepatan tinggi terkadang digunakan untuk memastikan kekuatan, kekerasan, dan daya tahan cetakan.
Q2: Berapa lama siklus produksi cetakan braket kecil otomotif?
A2: Tergantung pada kompleksitas cetakan dan persyaratan presisi, siklus produksi biasanya 10-18 minggu. Pembuatan cetakan braket sederhana membutuhkan waktu sekitar 10 minggu, cetakan braket dengan kompleksitas sedang memerlukan waktu 14 minggu, dan cetakan braket kompleks dengan presisi tinggi mungkin memerlukan waktu 18 minggu atau lebih. Siklus spesifiknya bergantung pada kompleksitas struktur braket, persyaratan akurasi lubang, dan kesulitan proses pemesinan.
Q3: Berapa umur layanan Stamping Braket Kecil Otomotif?
A3: Dalam kondisi penggunaan dan pemeliharaan normal, masa pakai cetakan stempel braket kecil dapat mencapai lebih dari 500.000 siklus. Melalui pemilihan material berkualitas tinggi, perlakuan panas yang tepat, dan pemesinan presisi, umur beberapa cetakan dapat mencapai 1 juta siklus. Khusus untuk suku cadang dengan keausan tinggi seperti punching, diperlukan perawatan dan penggantian rutin untuk menjamin kualitas produk.
Q4: Bagaimana cara memastikan keakuratan dan dukungan kinerja braket yang dicap?
A4: Melalui analisis CAE untuk mengoptimalkan parameter proses, mengadopsi sistem pemandu presisi tinggi, mengendalikan pegas material, dan secara teratur memeriksa dan menjaga akurasi cetakan, keakuratan dimensi braket dapat dikontrol dalam ±0,1 mm, dan kerataan permukaan pendukung dapat mencapai 0,05 mm/m. Pada saat yang sama, desain struktural yang wajar dan proses perlakuan panas memastikan bahwa braket memiliki kekakuan penyangga dan kekuatan sambungan yang memadai.
Q5: Apa saja titik kontrol utama dalam proses pembuatan cetakan braket?
A5: Titik kontrol utama dalam pembuatan cetakan braket meliputi: ① Pemesinan lubang presisi untuk memastikan akurasi lubang pemasangan; ② Mendukung pemesinan permukaan untuk memastikan kerataan dan kehalusan; ③ Pembentukan struktur sambungan untuk memastikan kekuatan sambungan; ④ Proses perlakuan panas untuk memastikan kekerasan dan ketangguhan; ⑤ Perakitan dan debugging untuk memastikan akurasi cetakan dan stabilitas operasional. Setiap titik kontrol memerlukan pemeriksaan kualitas dan kontrol proses yang ketat.
Tag Panas: Stamping Braket Kecil Otomotif Dies, Cina, Produsen, Pemasok, Pabrik
mengirimkan permintaan
Info kontak
-
Alamat
Fengze Two Avenue, Balitai Industrial Park, Distrik Jinnan, Kota Tianjin, Cina
-
Telp
-
Surel
Selamat datang di situs web kami! Untuk pertanyaan tentang produk atau daftar harga kami, silakan tinggalkan email Anda kepada kami dan kami akan menghubungi Anda dalam waktu 24 jam.











